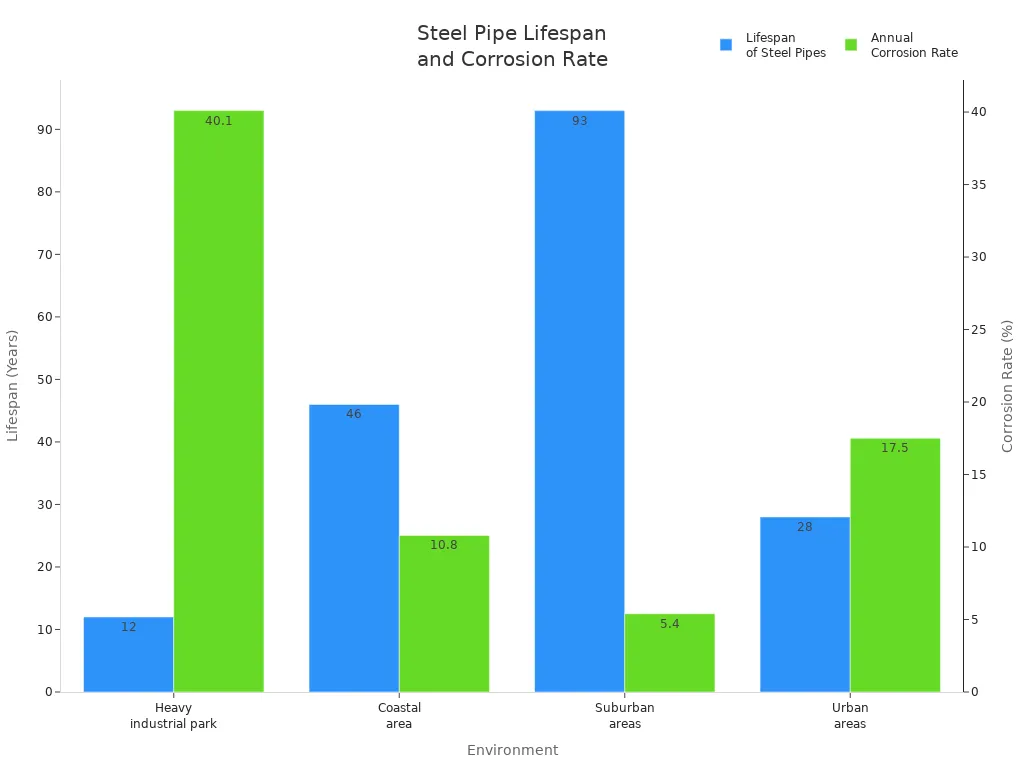
Oceľové rúry chránite pred hrdzou žiarovým zinkovaním.Zariadenie na žiarové zinkovanie oceľových rúrpokrýva každú rúru zinkom, čím vytvára štít proti korózii.Potrubia Zinkovacie linkypomáhajú zabezpečiť pevný a rovnomerný povrch. Pozrite sa na tabuľku nižšie. Ukazuje, ako dlho vydržia pozinkované rúry v rôznych prostrediach.
Kľúčové poznatky
- Žiarové zinkovaniechráni oceľové rúry pred hrdzou nanesením hrubého zinkového povlaku, ktorý pôsobí ako bariéra proti korózii.
- Správna príprava povrchuje kľúčové. Čistenie a morenie rúrok zabezpečuje dobrú priľnavosť zinku a zabraňuje tak chybám v povlaku.
- Pozinkované rúry ponúkajú dlhotrvajúcu životnosť, často 40 až 50 rokov, vďaka čomu sú cenovo výhodnou voľbou pre rôzne odvetvia.
Zariadenie a kroky procesu na žiarové zinkovanie oceľových rúr

Oceľové potrubiezariadenia na žiarové zinkovaniepomáha chrániť oceľové rúry pred hrdzou a poškodením. Toto zariadenie sa používa v mnohých odvetviach, ako je stavebníctvo, strojárstvo, chemické závody a železnice. Zariadenie spracováva rúry s priemerom od 1/2 do 10 palcov a dĺžkou od 4 do 8 metrov. Dokáže potiahnuť rúry zinkom s hmotnosťou od 50 do 400 gramov na meter štvorcový. Zariadenie dokáže spracovať až 80 000 ton oceľových rúr ročne.
| Položka | Špecifikácia |
|---|---|
| materiál | oceľový drôt |
| rozsah priemerov | 1/2~10 palcov |
| rozsah dĺžky potrubia | 4~8 m |
| typ náteru | zinok |
| hmotnosť náteru | 50~400 g/m2 |
| kapacita | 40 000 ~ 80 000 ton/rok |
Príprava a čistenie povrchu
Začnete čistením oceľových rúr. Tento krok odstráni nečistoty, olej a iné kontaminanty. Ak čistenie vynecháte, zinkový povlak nebude dobre priľnúť. Musíte odstrániť zvarovú trosku, otrepy, okuje, laky, epoxidy, piesok, farby na báze oleja, stopy po pastelkách a hustý vosk alebo mastnotu. Na odstránenie olejov a mastnoty použite odmasťovacie kúpele s hydroxidom sodným. Po odmastení rúry opláchnete vodou. Potom použijete kyselinu chlorovodíkovú alebo sírovú na odstránenie hrdze a okuje. Tento krok sa nazýva morenie.
Tip: Po čistení kyselinou vždy opláchnite potrubie, aby ste odstránili všetky zvyšky kyseliny. Pred ďalším krokom potrubie úplne osušte.
Tavenie oceľových rúrok
Potom rúry ponoríte do roztoku tavidla. Tavidlo odstráni všetky zostávajúce oxidy a zabráni novej oxidácii predtým, ako rúry pokryjete zinkom. V tomto kroku použijete roztok chloridu zinočnato-amónneho. Najlepšia teplota na tavenie je medzi 60 a 80 °C. Táto teplota pomáha tavidlu dobre vyčistiť oceľový povrch. Hlavnými tavidlami sú chlorid zinočnatý a chlorid amónny. Tieto chemikálie odstraňujú oxid železa a zlepšujú tok zinku. Tavidlo vám tiež pomôže použiť menej zinku a znížiť odpad.
- Chlorid zinočnatý: 60 – 80 %
- Chlorid amónny: 7 – 20 %
- Činidlá upravujúce tekutosť: 2 – 20 %
- Iné zlúčeniny: nikel, kobalt, mangán, olovo, cín, bizmut, antimón

Ponorenie do zinkového kúpeľa
Potom ponoríte rúry do kúpeľa s roztaveným zinkom. Zariadenie na žiarové zinkovanie oceľových rúr udržiava zinkový kúpeľ na správnej teplote, zvyčajne medzi 440 – 460 °C (825 až 870 °F). Rúry necháte v kúpeli 5 až 15 minút. Tento čas umožní zinku viazať sa na oceľ a vytvoriť silný, rovnomerný povlak. Zinkový kúpeľ pokrýva každú časť rúry, dokonca aj vo vnútri a okolo zvarov.
Poznámka: Ak nekontrolujete teplotu alebo čas, môžu sa vám objaviť chyby, ako sú pupienky, pľuzgiere alebo olupovanie.
Chladenie a záverečné čistenie
Po vybratí rúr zo zinkového kúpeľa ich ochladíte v kaliacej nádrži. Chladenie zastaví reakcie medzi zinkom a vzduchom. Potom rúry opláchnete čistou vodou, aby ste odstránili všetky zvyšné chemikálie. Ak ste použili kyselinové čistenie, opláchnite rúry druhýkrát. Rúry osušte horúcim vzduchom, aby ste sa uistili, že v nich nezostala žiadna vlhkosť. Tento krok udržiava povrch čistý a zabraňuje vzniku bielej hrdze.
- Opláchnite čerstvou vodou
- Sušiť teplým vzduchom
- Rúry skladujte na suchom mieste
Kontrola a testovanie kvality
Musíte skontrolovať potrubia, aby ste sa uistili, že povlak je pevný a rovnomerný. Používate vizuálne kontroly, merania hrúbky a testy rovnomernosti. Taktiež kontrolujete drsnosť, koróziu a poškodenie. Meriate veľkosť potrubia a hľadáte netesnosti. Dodržiavate normy ako ASTM A500 a EN 10219. Tieto normy vám pomôžu zabezpečiť, aby potrubia vydržali a boli odolné voči hrdzi.
Inšpekčná technika Popis Vizuálna kontrola Skontrolujte hladkosť, chyby a koróziu Hrúbka vrstvy Na meranie hrúbky náteru použite metre Jednotnosť Hľadajte olupujúci sa alebo nerovnomerný povlak Drsnosť Drsnosť testovaného povrchu Kontrola korózie Nájdite škrabance alebo poškodenia Kvalita zvárania Skontrolujte praskliny alebo trosku Chemické zloženie Skúška správneho obsahu zinku a ocele Mechanické správanie Meranie sily a flexibility Kontrola rozmerov Potvrďte priemer, hrúbku a dĺžku Logo a označenie Skontrolujte správne štítky Skúška tesnosti Uistite sa, že potrubia nemajú praskliny alebo diery Bezpečnostné pripomienky: Pri používaní zariadenia na žiarové zinkovanie oceľových rúr vždy dodržiavajte bezpečnostné pravidlá. Skontrolujte potrubia, či nie sú poškodené, a uistite sa, že kvalita vody je dobrá, aby ste predišli korózii.
Výhody zariadenia na žiarové zinkovanie oceľových rúr

Vynikajúca ochrana proti hrdzi a korózii
Pri použití získate silnú ochranu pred hrdzouZariadenie na žiarové zinkovanie oceľových rúrZinkový povlak vytvára hrubú bariéru, ktorá chráni oceľ pred vodou, vzduchom a chemikáliami. Táto bariéra funguje lepšie ako farba alebo tenké nátery. Zinok tiež chráni oceľ, ak sa povlak poškriabe. Zinok koroduje ako prvý a chráni oceľ pod ním.
- Hrubá zinková vrstva odoláva nepriaznivému počasiu a chemikáliám.
- Túto metódu vidíte používať na mosty, zábradlia a vonkajšie potrubia, pretože vydrží dlhšie.
- Zinkový povlak poskytuje bariérovú aj obetnú ochranu, takže vaše potrubie zostane v bezpečí aj v prípade poškodenia povrchu.
Vedecké štúdie ukazujú, že zinok tvorí špeciálne zlúčeniny, ako napríklad ZnO a Zn5Cl2(OH)8, ktoré spomaľujú hrdzavenie a udržiavajú potrubia pevné v náročných prostrediach.
Mechanizmus Popis Ochrana bariérou Zinková vrstva zabraňuje vode a vzduchu vniknúť do ocele. Obetná ochrana Zinok koroduje skôr ako oceľ a chráni ju aj v prípade poškriabania. Prirodzené zvetrávanie Postupom času zinok vytvára ďalšie vrstvy, ktoré zvyšujú ochranu. Zvýšená odolnosť a dlhá životnosť
Môžete očakávať, že pozinkované rúry vydržia desaťročia. Čím hrubší je zinkový povlak, tým dlhšie vám rúry vydržia. Napríklad:
Typ náteru Predpokladaná životnosť v miernom prostredí G30 5–10 rokov G90 20 rokov alebo viac Väčšina pozinkovaných rúr vydrží približne 40 až 50 rokov. Na suchých miestach môžu vydržať ešte dlhšie. Ak použijete zariadenie na žiarové zinkovanie oceľových rúr, pomôžete svojim rúram odolávať hrdzi a poškodeniu po mnoho rokov.
- Potrubia v oblastiach s nízkou vlhkosťou môžu vydržať až 70 rokov.
- Na vlhkých alebo slaných miestach môže byť životnosť kratšia, ale stále oveľa dlhšia ako u nepotiahnutej ocele.
Nákladová efektívnosť a nízke nároky na údržbu
S pozinkovanými rúrami ušetríte časom peniaze. Počiatočné náklady sú o niečo vyššie ako pri nátere, ale za opravy a údržbu miniete menej. Tu je rýchle porovnanie:
Metóda ochrany Počiatočné náklady Priemerná dĺžka života (roky) Náklady na údržbu Čistá súčasná hodnota (NPV) Žiarové zinkovanie 100 25 0 100 Systém farieb 90 8 169 169 Pozinkované rúry vyžadujú menej čistenia a opráv. Ich silný povlak znamená, že sa nemusíte tak často obávať hrdze alebo únikov. Vďaka tomu sú inteligentnou voľbou pre veľké projekty a miesta, kde chcete, aby rúry vydržali dlho.
Zariadenia na žiarové zinkovanie vám pomáhajú chrániť oceľové rúry po mnoho rokov. Získate spoľahlivý výkon v rôznych prostrediach.
- Dlhodobá životnosť závisí od podmienok prostredia.
- Odborníci hovoriakaždý krok procesu ovplyvňujekvalita a pevnosť náteru.
Krok Vplyv na účinnosť Čistenie Zlepšuje priľnavosť a zabraňuje vzniku trhlín Morenie Ovplyvňuje hladkosť a kvalitu Tavivo Zaisťuje rovnomerný tok zinku Ponorenie Kontroluje hrúbku a vnútornú kvalitu Inšpekcia Potvrdzuje, že náter spĺňa normy
Čas uverejnenia: 11. septembra 2025